

2 min read
Expanding the distribution of our Podcast; Apple Podcasts, Spotify, and PodBean

Topics: iso cleanliness codes DFE contaminination Podcast ISO 23369 Factoryside Chat Podcast
3 min read
Varnish in Turbine Oil Systems
Despite thousands of dollars and hours spent trying to mitigate the effects of varnish in turbine oil, many still suffer from this ongoing yet solvable issue. When combustion and steam turbines fall victim to unit trip or fail-to-start conditions, varnish is the usual suspect.
Topics: water Water Contamination varnish SVR contaminination turbine oil
8 min read
Precious Metals Mining - Managing the Integrity of Fluids to Reduce Downtime
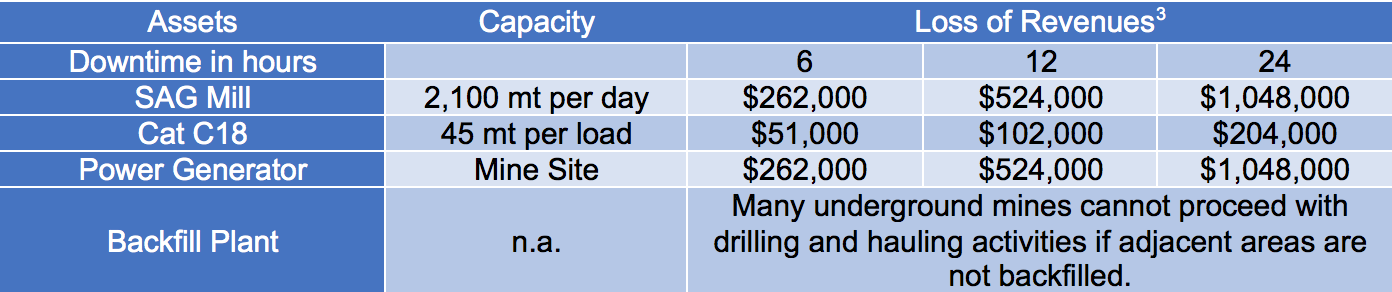
Managing the integrity of the fluids used in critical assets to reduce downtime
The risks related to Precious Metals mining can be quite daunting. Commodity price volatilities, Mineral Resources and Reserves estimates, Remote locations, Austere environments, Accidents, Labor, Environmental impacts are just a few of the many inherent risks mining companies must manage successfully.
Intimately tied into these risks are the formidable investment in the assets needed to mine Precious Metals! These assets are exposed to the harsh elements and contaminants found in the mining environment in which they must operate.
3 min read
When New Oil Turns Dark
When New Oil Turns Dark
Maintenance professionals who have implemented Oil Analysis Programs (OAP) into their Preventative Maintenance Program understand, at some point, it's going to happen, we don't know when, or where, but one day our new oil is going to start to turn...dark.
4 min read
Four Ways Outside Contaminants Enter Your System
Four Ways Outside Contaminants Enter your System
As an equipment owner or manager, the last thing we want to find in our system is contamination. After all, contamination means loss of efficiency or even downtime, which ultimately costs time and money. Contamination somehow always sneaks its way into our systems. So, how does contamination get in our systems and what are we supposed to do about it?
Topics: contamination oil analysis breathers
2 min read
The Dollars and Sense of Fluid Cleanliness
The Dollars and Sense of Fluid Cleanliness
The old phrase will always stand true, "A penny saved is a penny earned." When it comes to businesses and their pennies, every penny counts. When problems during the production and manufacturing process are fixed, people will say "pennies well spent." So, if pennies are so important, then what about dollars? What about thousands, or hundreds of thousands of dollars? What about millions of dollars? In today's production and manufacturing economy, these kinds of numbers are game-changing.
Topics: vacuum dehydrator fluid contamination bearings
1 min read
Hy-Pro's Product Spotlight: Compact Offline Filter (COF)
Hy-Pro's Compact Offline Filter
Our newest and smallest unit yet, the Compact Offline Filter is able to fit where no other filtration equipment can. Ideal for smaller systems or where a larger offline system wouldn't fit, this solution can be permanently installed or made portable for ease of use.
to fit where no other filtration equipment can. Ideal for smaller systems or where a larger offline system wouldn't fit, this solution can be permanently installed or made portable for ease of use.
Topics: hydraulic fluid contamination dirt Water Contamination hydraulic filters hydraulic and lubrication filter types Gearbox filtration new oil micro-dieseling fluid samples filtration oil analysis hydraulic pump filters hydraulic valve FSL liquid conditioning station duplex low-pressure oxidation Noria NSD hydraulic cellulose media compressor Reliable Plant filter comparison lube oil aluminum refinery conditioning turbine oil glass media
3 min read
Getting to Know Demulsibility
Demulsibility
What is Demulsibility?
Demulsibility is the ability of oil to separate from water. Oil and water naturally separate because like molecules attract each other. Oil sticks with oil, water sticks with water. Oil is "hydrophobic", or "afraid of water," which is a benefit when it comes to fluids like turbine oil.
Topics: varnish in hydraulic oil varnish in turbine oil contamination water in oil dirt Phosphate Ester diesel engine maintenance steel mills vacuum dehydration rolling mill lubricating oil filter housing sizing micro-dieseling thermal event ISO 4406 vacuum dehydrator fluid samples oil analysis metal analysis paper mill hydraulic pump samples COD duplex low-pressure gearbox contaminination hydraulic duplex high-pressure cellulose media filter elements filter comparison aluminum refinery lab
5 min read
Dynamic Filter Efficiency
Dynamic Filter Efficiency
What is Dynamic Filter Efficiency?
Dynamic Filter Efficiency matches filter testing with real-life conditions.
All hydraulic and lube systems have a critical contamination tolerance level that is often defined by, but not limited to, the most sensitive system component such as servo valves or high speed journal bearings. Defining the ISO fluid cleanliness code upper limit is a function of component sensitivity, safety, system criticality and ultimately getting the most our of hydraulic and lube assets.
Topics: varnish in hydraulic oil vacuum dehydration mining fluid samples total systems cleanliness metal analysis coalesce technology cleanliness COD lube oil turbine oil glass media demulsibility servo valves
4 min read
Fluid Life Extension
Extending Fluid Life Saves Money and Helps the Environment
Our mission is to make our customers as efficient as possible, and we achieve that with the highest quality filtration products and total system cleanliness strategies to maximize uptime, productivity and prevent costly fluid contamination related failures. Been there. Done that. Going to do it again tomorrow. But that's not the only way we make our customers efficient. Extending the useful life of in-service fluids pays big dividends in reliability, saves money on premature fluid replacement costs, and reduces the environmental impact of industry by reducing the amount of fluids used and discarded. Enhancing reliability, saving money, and protecting the environment are not only good business, they're our responsibility. To help reduce oil usage, let's first understand why fluids are condemned and prematurely replaced.
